近年、製造業では労働力不足や熟練技能者の減少、生産コストの上昇を背景に、生産ラインの自動化やロボット活用への関心が高まっています。
特に、自動車部品や樹脂部品、不織布、包装材などを扱う量産現場では、品質を安定させながらサイクルタイムを短縮し、生産効率を向上させることが重要な課題となっています。
こうした課題を解決する手段として、自動化設備やロボットの導入が進んでいます。しかし、溶着工程は単純に手作業を機械へ置き換えればよい工程ではありません。
例えば、ワークのばらつきや治具へのセット状態、加圧・温度・時間・エネルギーなどの溶着条件は、わずかな違いでも品質に影響を及ぼすことがあります。
また、段取り替えやメンテナンス性まで十分に考慮していない場合、設備停止や品質不良の原因になる可能性もあります。
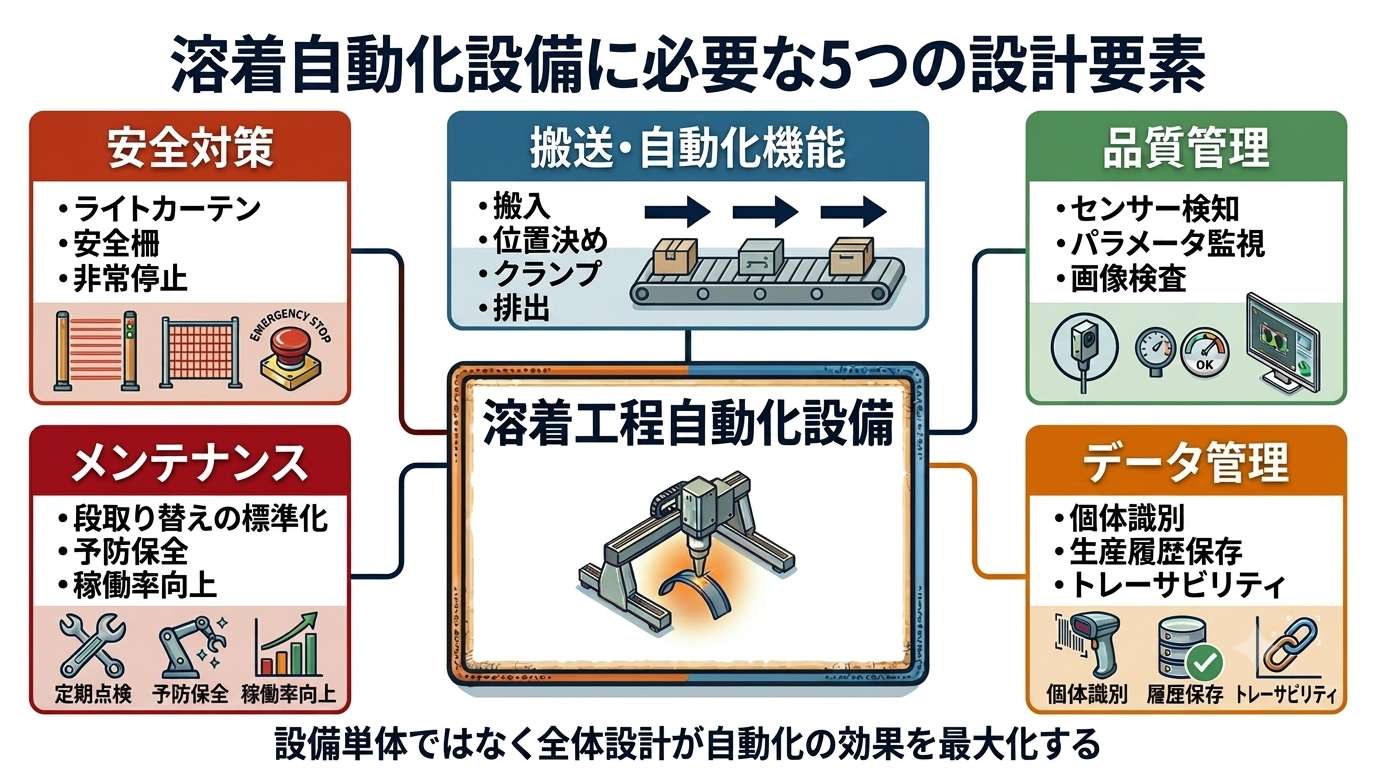
そのため、自動化を成功させるためには、設備単体の性能だけではなく、搬送から溶着、排出までを含めた生産ライン全体を設計する視点が欠かせません。
さらに、品質管理やデータ管理、安全対策まで含めて総合的に検討することで、安定した生産につながります。
本記事では、溶着工程を安定して自動化するために必要な設備機能や、ロボット活用を成功へ導くための考え方について解説します。
溶着工程の自動化機能
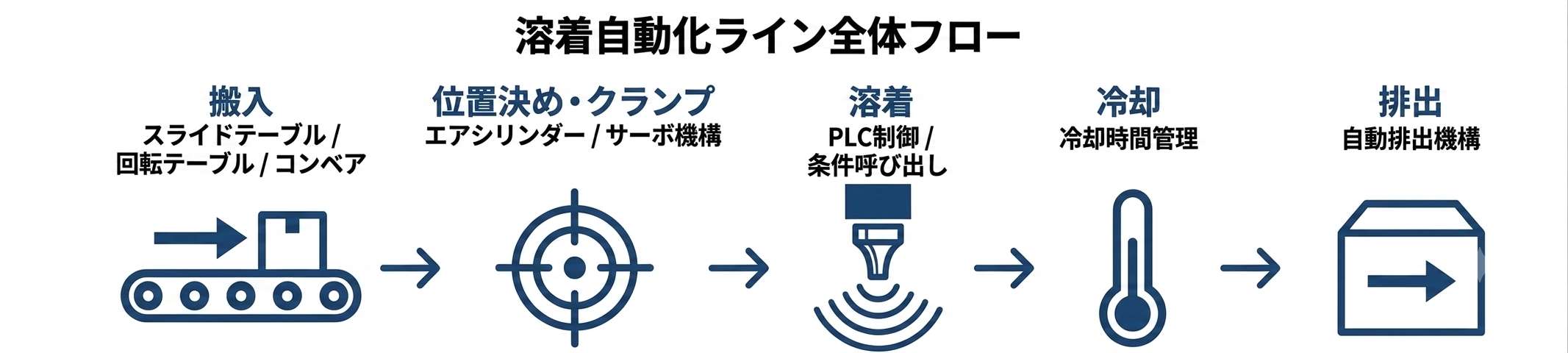
溶着工程を自動化する際は、搬入から位置決め、溶着、冷却、排出までの一連の工程を、設備全体として安定して連携させることが重要です。
溶着工程では、一つひとつの装置が正常に動作していても、工程間の受け渡しが安定していなければ品質を維持できません。
例えば、搬送時にワークがわずかにずれたまま位置決めされると、その後の溶着精度にも影響を与える可能性があります。
また、クランプが不十分な状態で溶着を行えば、接合不良や外観不良につながることもあります。
このような品質のばらつきを抑えるためには、個々の機能を導入するだけではなく、一連の動作をどのように連携させるかというシーケンス設計が重要です。
設備全体の流れを最適化することで、品質の安定と生産性の向上の両立が期待できます。
代表的な自動化機能には、次のようなものがあります。
| 自動化機能 |
詳細 |
| 自動搬入・移送 |
スライドテーブルや回転テーブル、コンベアなどを活用し、ワークの投入から排出までを自動化します。
搬送を安定させることで、作業者によるばらつきを抑えられるだけでなく、次工程との受け渡しもスムーズになります。また、設備の稼働状況に合わせて搬送タイミングを制御することで、生産ライン全体の効率向上にもつながります。
|
| 自動位置決め・クランプ |
エアシリンダーやサーボ機構を用いてワークを確実に固定し、溶着時の位置ずれや浮きを抑制します。
位置決め精度は溶着品質を左右する重要な要素です。ワークを毎回同じ位置に固定できる仕組みを構築することで、繰り返し精度が向上し、安定した品質を維持しやすくなります。
|
| 溶着動作の自動制御 |
PLCによって「セット・クランプ・溶着・冷却・アンクランプ・排出」といった一連の動作を制御します。
作業手順を設備側で管理することで、作業者による操作の違いを抑えられるほか、設備全体を一定のサイクルで運転できるようになります。これにより、生産能力の安定化や品質の均一化が期待できます。
|
| 条件呼び出し |
品番や機種に応じて登録された溶着条件を自動で呼び出し、条件設定を切り替えます。
多品種生産では、製品ごとに適切な溶着条件へ切り替える必要があります。条件を自動で呼び出せるようにすることで、設定ミスを抑え、段取り替え時間の短縮にも役立ちます。
|
ロボット活用の最適化戦略
ロボットを導入する際は、「どのロボットを採用するか」だけでなく、「どの工程をロボットに任せるか」を検討することも重要です。
ロボットは柔軟な動作が可能で、多様な製品へ対応しやすいという特長があります。
一方で、すべての工程をロボットだけで構成することが最適とは限りません。
搬送や位置決めなどは専用機構の方が高速かつ安定して処理できる場合もあり、それぞれの特性を踏まえて役割を分担することが重要です。
また、製品形状や溶着点数、必要な精度、サイクルタイム、将来的な品種展開などによって最適な設備構成は異なります。
導入時には現在の生産条件だけでなく、将来的な運用も見据えて検討することで、設備をより長く活用しやすくなります。
代表的な活用例は次のとおりです。
| 活用例 |
詳細 |
| 直交ロボット |
XYZ軸やθ軸による絶対座標管理が可能で、多点溶着や高い繰り返し精度が求められる工程に適しています。
決められた位置へ高い精度で移動できるため、同じ製品を大量に生産するラインでは、安定した品質と生産性の向上が期待できます。
|
| 多関節ロボット |
6軸ロボットなどを活用することで、複雑な形状への回り込みや斜め方向からのアプローチ、表皮巻き込みなど、多様な動作に対応できます。
製品形状の自由度が高い場合や、人の手作業では難しい姿勢で溶着を行う工程では、多関節ロボットの特長を活かしやすくなります。
|
| サイクルタイム短縮 |
回転テーブルやスライドテーブルを組み合わせることで、溶着中に次のワークをセットでき、人と設備の待ち時間を削減
設備が停止している時間を減らすことは、生産能力の向上だけでなく、設備の稼働率向上にもつながります。
|
| 複数ヘッド・複数ロボット化 |
溶着点数が多い場合は、複数箇所の同時溶着やロボットを複数台配置した役割分担によって、1サイクルあたりの処理能力を高めることができます。
ただし、設備構成が複雑になるほど制御や保守も重要になります。導入コストだけで判断するのではなく、生産数量や将来的な拡張性も含めて設備全体を設計することが、自動化の効果を最大限に引き出すポイントです。
|
品質管理とポカヨケ機能
自動化設備を導入しても、品質を安定して維持できなければ期待した効果は得られません。
特に人の経験や目視確認に依存した工程では、判定基準のばらつきや確認漏れが発生する可能性があります。
そのため、自動化ラインでは設備側で品質を監視し、異常を早期に検知できる仕組みづくりが重要です。
自動化ラインで品質を安定させるためには、人の経験や目視確認に頼っていた判断を、設備側で再現できる仕組みを構築する必要があります。
センサーや画像検査、溶着条件の監視機能を活用することで、異常を早期に検知し、品質のばらつきを抑えやすくなります。
また、不良品を次工程へ流出させないことも、自動化設備に求められる重要な役割です。
代表的な品質管理機能は次のとおりです。
| 品質管理機能 |
詳細 |
| 在荷・浮き・欠品検知 |
フォトセンサーや近接センサー、変位センサーなどを用いて、ワークの有無やセット状態、部品の欠品を検知します。
溶着前に異常を把握することで、不良の発生を抑えやすくなります。
|
| 溶着パラメータ監視 |
溶着時間や圧力、沈み込み量、ピークパワー、エネルギー量などを監視し、設定範囲外となった場合はNG判定を行います。
数値による管理を取り入れることで、品質のばらつきを把握しやすくなります。
|
| 画像検査 |
カメラを活用し、溶着の有無や形状、部品の組付け状態などを自動で確認します。
人による目視検査の負担を軽減するとともに、判定基準の統一にも役立ちます。
|
| 異常時停止 |
異常を検知した際には設備を停止、または排出制御を行い、不良品が次工程へ流れることを防ぎます。
設備側で品質を継続的に監視する仕組みを構築することが、安定した溶着品質の維持と品質管理の効率化につながります。
|
データ管理とトレーサビリティ
品質管理では、その場で良否を判定するだけでなく、「いつ・どの製品を・どの条件で加工したのか」を記録しておくことも重要です。
不具合が発生した際に原因を迅速に特定し、再発防止につなげるためには、データを蓄積・活用できる仕組みが欠かせません。
自動化された溶着工程では、生産データを製品ごとに記録することで、工程の見える化が進みます。
万が一、不具合が発生した場合でも、生産履歴が残っていれば、どの製品にどの条件で溶着を行ったのかを確認しやすくなり、原因調査や品質保証にも活用できます。
代表的な管理機能は次のとおりです。
| 管理機能 |
詳細 |
| 個体識別 |
バーコードやQRコードを読み取り、製品番号やロット情報と溶着条件を紐付けます。
|
| 生産履歴保存 |
溶着時間や圧力、エネルギー量、判定結果、エラー履歴などを記録し、品質管理に活用します。
|
| モニタリング表示 |
サイクルタイムや生産数、NG数、エラー内容をリアルタイムで表示し、設備の状態を把握しやすくします。
|
| 上位システム連携 |
PLCや生産管理システムと連携し、設備情報や品質データを一元的に管理します。
データを蓄積・活用することで、品質改善だけでなく、生産性向上や設備運用の継続的な改善にもつなげられます。
|
メンテナンスと段取り替えの標準化
設備は導入時の性能だけでなく、安定して稼働し続けられることも重要です。
特に多品種生産では、段取り替えやメンテナンスに時間がかかるほど生産効率へ影響するため、運用まで見据えた設備設計が求められます。
自動化設備は、稼働開始後も一定の品質と生産性を維持できて初めて、その効果を十分に発揮します。
そのためには、保全性や段取り替えのしやすさまで含めて設備を設計することが重要です。
また、設備が停止してから対応するのではなく、稼働データを活用して異常の兆候を把握し、計画的にメンテナンスを行う予防保全の考え方も広がっています。
例えば、治具の位置決め基準の統一やワンタッチ接続、コネクタによる治具認識、消耗部品の交換基準の明確化などは、段取り時間の短縮と設備稼働率の向上につながります。
さらに、設備ログを活用したリモートメンテナンスを組み合わせることで、トラブルへの迅速な対応も期待できます。
運用開始後まで見据えた設備設計を行うことが、長期的な安定稼働と生産性向上につながる重要なポイントです。
安全基準の遵守
自動化設備では、生産性の向上と同時に、作業者が安心して設備を運用できる環境を整えることも欠かせません。
安全対策を設備設計の初期段階から取り入れることで、運用開始後のリスク低減や安定稼働につながります。
ロボットや自動機を活用する溶着工程では、設備の可動範囲が広がるため、危険源を事前に洗い出し、適切な安全対策を講じる必要があります。
安全性を確保することは法令への対応だけでなく、設備を継続的に運用するうえでも重要な要素です。
ライトカーテンやエリアセンサー、安全柵、非常停止スイッチ、両手押し起動、キーセレクトスイッチ、エアー残圧排出機構などを適切に組み合わせることで、危険エリアへの侵入や誤操作、不意な起動のリスクを低減できます。
安全対策は生産性と相反するものではありません。
安全性と生産性を両立させる視点を取り入れることが、長く安心して運用できる設備づくりにつながります。
溶着工程の自動化を成功させるためには、ロボットを導入するだけでは十分ではありません。
搬送や位置決め、品質管理、データ活用、メンテナンス、安全対策までを含めて設備全体を設計することで、品質と生産性の両立を目指せます。
また、自動化設備は導入時の性能だけでなく、運用開始後も安定して稼働し続けられることが重要です。
現場の運用や将来的な生産計画まで見据えた設備設計を行うことで、自動化の効果をより高めることが期待できます。
精電舎電子工業では、溶着プロセスを熟知した技術者が事前シミュレーションや実機検証を通じて、お客様の製品や生産ラインに適した自動化ソリューションをご提案しています。
溶着工程の自動化やロボット活用をご検討の際は、ぜひお気軽にご相談ください。
溶着ソリューションの詳細を見る
溶着ソリューションについてのお問い合わせはこちら