POINT
ヒータによる直接的な瞬間加熱と急速冷却
熱可塑性樹脂やフィルムなどの溶着に用いられる熱溶着工法の一つです。パルス電流によって加熱された抵抗体を利用し、短時間かつ高効率な溶着が可能なため、包装、医療機器、自動車部品など多くの分野で活用されています。
インパルス溶着のメカニズム
「インパルス溶着」は低電圧・大電流を短時間通電することにより、ヒータ線などの抵抗体を発熱させ熱源として利用する方法で、熱伝導の原理を利用しています。同じく熱伝導を利用した工法である接触式熱板溶着は、ヒータ等で加熱した熱板を樹脂に押し当てることで溶着します。インパルス溶着は、熱源であるヒータ線そのものを樹脂に押し当てて溶着します。
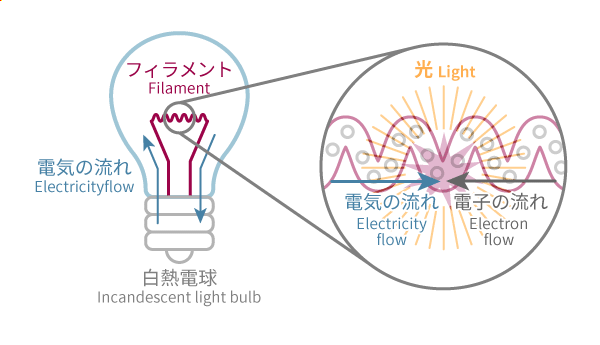
熱源となるヒータ線の発熱原理は、白熱電球と似ています。白熱電球は、フィラメントという細い金属線に電流を流し、発熱させて光を放出しています。金属線の部分が抵抗体になることでジュール熱が発生し、赤熱することで光を放ちます。インパルス溶着におけるヒータ線(ヒータチップ)も抵抗体を使用しており、大電流を流すことによりジュール熱が発生します。抵抗値の設計により、ヒータ線を瞬時に加熱することが可能です。
インパルス溶着のプロセス
インパルスウェルダーの主な構成要素は、電源部・制御ユニット、抵抗発熱体(ヒータチップ)、冷却システム、加圧装置です。
以下は代表的なインパルスカシメの溶着プロセスです。
- 加圧:溶着対象物にヒータチップを加圧密着させる
- 通電加熱:ヒータチップに短時間通電し、発熱させる
- 加工:ヒータチップの熱によって樹脂が変形し、先端形状に合わせて加工される
- 冷却・保持:ヒータチップへの通電を止めた後も加圧状態を維持し、冷却して樹脂を硬化させる
制御パラメータと調整要素
通電時間と電力
加熱温度は通電時間と入力電力で制御されます。素材の厚みや熱伝導性に応じた調整が必要となります。
加圧力
加圧力が不足すると接触不良により溶着不良を引き起こし、過大な圧力は材料の変形だけでなくヒータの破損を招くため、最適な範囲の調整が求められます。
冷却時間
冷却時間が短いと内部応力が残りやすくなり、長すぎるとサイクルタイムが低下するため、生産性と品質のバランスを取る必要があります。