POINT
1秒間に270万回の反転動作
誘電体の「誘電分極」は、高周波電界の変化に追いつけず、時間的に遅れる事で電力損失が発生し「熱」に変わります。プラスチック(誘電体)を構成する原子の動きが作用しており、プラスチックの内部から発熱します。
高周波誘電加熱のメカニズム
高周波誘電加熱は、「高周波」の電磁波を使って「誘電体(電気を通さない物質)」の内部分子を振動させ、「その振動を熱エネルギーに変換」する技術です。この加熱方法は、プラスチックやゴムなどの加工に非常に効果的で、効率的な生産が可能となるため、さまざまな産業で活用されています。
高周波とは
「高周波」とは、非常に高い周波数(振動数)を持つ電磁波のことです。この高周波の電磁波は、普段私たちが使っている電気(50Hz/60Hz)とは異なり、非常に短い波長を持ちます。身近なものでは、ラジオの電波が高周波に分類されます。
誘電体とは
「誘電体」とは、電気を通しにくい物質のことです。プラスチックやゴム、セラミックが誘電体にあたります。これらの物質は電気を通すことはできませんが、電場の影響を受けて内部の分子が動きます。
加熱の仕組み
高周波誘電加熱の基本的な仕組みは、高周波の電磁波が誘電体に当たると、その物質の分子が高速で振動し、その振動が摩擦となって熱を生み出すというものです。具体的には、高周波の電場が物質に作用し、物質内部の分子(主に極性を持つ分子)が振動します。その振動が熱エネルギーに変わり、物体が加熱されるのです。
誘電分極と誘電体損失
高周波誘電加熱の仕組みには、「誘電分極」という現象が深く関わっています。ですが、この誘電分極も内部発熱に至るプロセスの一部であり、最終的には「誘電体損失」が生じることで熱が発生しています。この現象を理解する上で、電気を通す物質と通さない物質の違いを原子の構造から見ていく必要があります。
「高周波誘電加熱」の原理を理解するための5つのキーワード
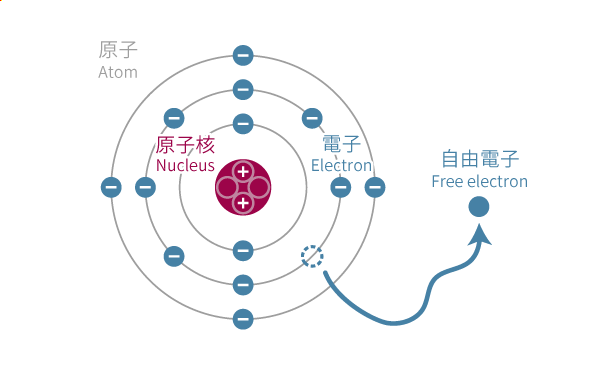
- 原子
物質を構成する最小単位で、原子核と電子で構成されています。原子の真ん中にはプラス(+)の電気(正確には「電荷」。以下「電荷」」と表記)を持つ原子核があり、その周囲をマイナス(ー)の電気(電荷)を持つ電子が回っています。原子核が持つプラスの数と電子が持つマイナスの数は常にイコール。「プラマイゼロ」の状態になっています。
- 自由電子
通常、電子は何らかの束縛を受け、原子核の軌道上を回っていますが、中には束縛を受けずに自由に運動できる電子があります。それが自由電子です。自由電子があるかないかで、電気を通すか通さないかが決まります。
- 導電体
自由電子を持つ=電気を通す物質を「導電体」と言います。代表的な導電体は金属で、中でも銀が最も電気を通しやすいと言われています。一般的に使われる金属を、電気の通しやすさで順番に並べると[アルミニウム<金<銅<銀]となります。
- 誘電体
自由電子を持たない=電気を通さない※1物質を「誘電体」と言います。代表的な誘電体には塩化ビニール、ナイロン、塩化ビニリデン・ポリウレタンなどがあります。
※1直流電流が殆ど流れない
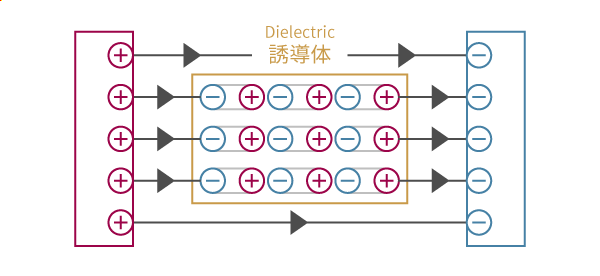
- 誘電分極
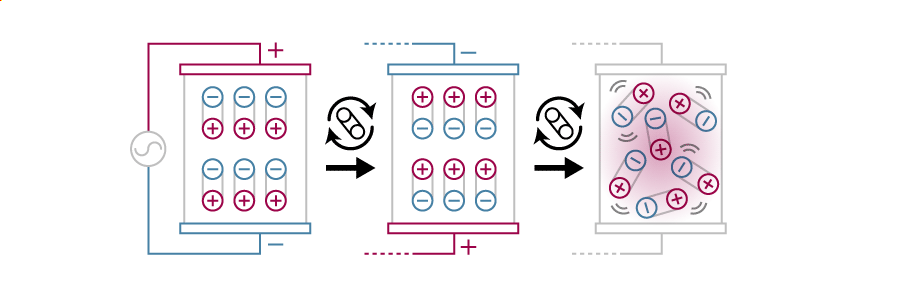
「誘電体」に電流は流れませんが、電圧がかかると原子の中の電子はプラス側の電極に引っ張られます。これにより、分子は電子の偏った(引っ張られた)方にマイナスを帯び、その反対側にプラスを帯びます。
高周波電磁界の影響を受けている範囲全体でこの電子の偏りが発生し、プラスの電極側がマイナスの電気を、マイナスの電極側がプラスの電気を帯びます。
これが「誘電分極」と呼ばれる現象です。電圧のエネルギーは誘電分極に変換されます。導電体では自由電子の移動により、電圧のエネルギーは電流へと変換されます。
交流電流により、電極のプラスとマイナスは1秒間に数千万回も入れ替わるため、誘電分極もそれに合わせて追従しようとします。これにより誘電体の分子は激しく振動し、衝突や摩擦によって内部から発熱します。ですが、これはあくまでも“現象をとらえる為の概念”です。
誘電体損失の発生原理
誘電体損失は、誘電体に交流電圧を加えたときに、その電気エネルギーの一部が損失によって熱エネルギーに変わる現象です。誘電体損失は、誘電体の誘電特性に依存しており、誘電率と誘電力率(tanδ)の値によって大きさが決まります。プラスチックは誘電体であるため、性質的にはこの現象を発生させますが、大半は誘電力率が低いため高周波誘電加熱による加工に適した材料は限られます。
「誘電分極」と「誘電体損失」の関係
では、「誘電分極」と「誘電体損失」との関係について、考察していきましょう。
誘電体が置かれると誘電体で分極が起き、誘電体表面の電荷が揃います。そうした電界の変化に対して、分極した分子の追従が遅れることで「電力損失」が発生します。その電力損失が「熱」に変わります。よって、「高周波誘電加熱とは、誘電体に高周波電磁界を加えると誘電体損失を生じて内部発熱する現象」となるのです。
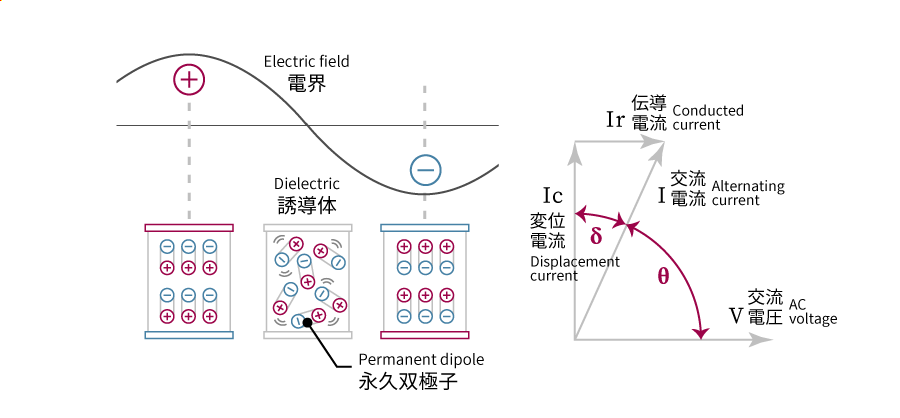
誘電体の「誘電分極」は、高周波電界の変化に追いつけず、時間的に遅れる事で電流(I)と電圧(V)の位相差に90 度からδ 角のズレが発生します。