POINT
電流は磁界を生み、磁界は電流を発生させる
導線(電線)に電流を流すと、その周りに磁界が生まれます。その逆の現象も起こるため、磁界に入れられた導体には電流が発生します。
この現象を応用したのが高周波誘導加熱です。電流を流す導体をコイル状にすると磁界は重なり合って強力になり、金属を溶かす程の熱を発生させることも可能となります。
高周波誘導加熱のメカニズム
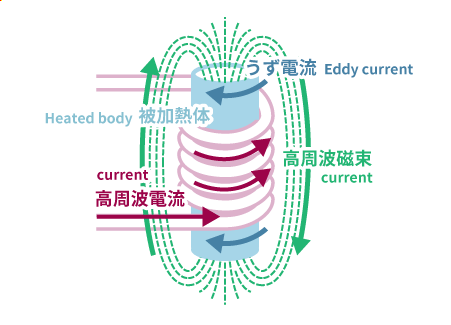
「高周波誘導加熱」とは、高周波電流を流すことにより発生する磁界を利用して導電体を加熱する方式のことを言います。単に「誘導加熱」と呼ばれることも多くあります。
コイルに高周波電流を流すと、その周りに磁束線(高周波磁束)が発生します。コイルの中、あるいはその周囲に導電体を置くと、「うず電流損失」と「ヒステリシス損失」の2つの作用によって導電体自身が発熱します。
高周波誘導加熱は、この2つの原理(現象)の両方、もしくは片方が作用して導電体を加熱することであり、材料の導電性と磁性の2つが重要な要素となります。
うず電流損失とヒステリシス損失
「うず電流」とは何か
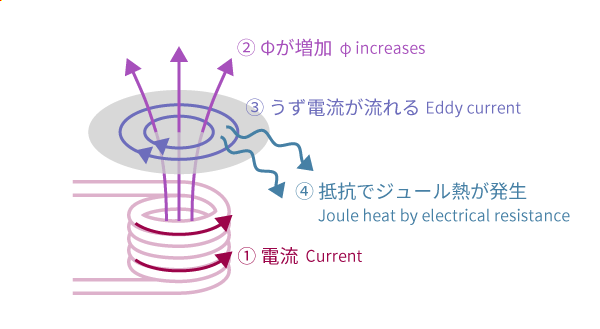
導電体の内部を交番磁束が貫通すると導電体に誘導起電力が発生し、導電体の「インピーダンス」に逆比例した電流が流れます。その場合、導電体が均質・等方性であるとすると、磁束によって生じる電流は磁束と直角な各平面状ですべて円形となるため、「うず電流」と呼ばれます。
なお、インピーダンスとは交流電流の流れを妨げる要素のことで、抵抗とほとんど同じです。抵抗を拡張した考え方がインピーダンスであると理解してください。
うず電流損失
磁界に導電体(金属)を入れると、その導電体に電気が流れます。この電流を「うず電流」と呼びます。うず電流が任意の抵抗をもつ導電体中を流れると電力損失が起こり、その導電体内にジュール熱が発生し、温度が上昇します。この現象を「うず電流損失」といいます。
うず電流損失は、電気が流れることによって発生する損失ですから、電流を流さない材質の場合、基本的に発生しません。したがって、対象は金属やカーボンなどの導電体になります。
ヒステリシス損失
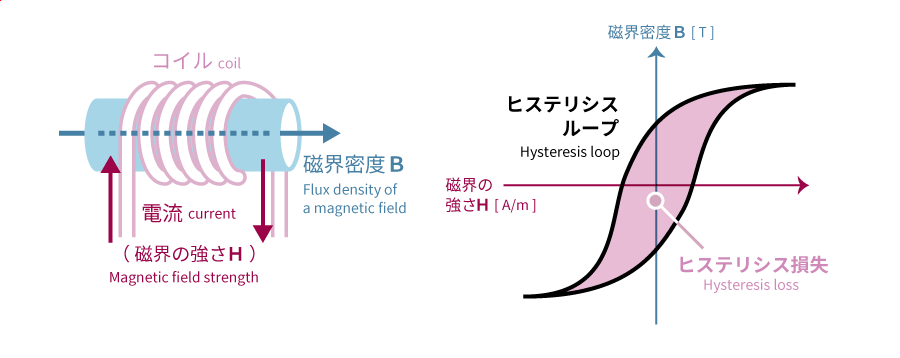
ヒステリシス(Hysteresis)とは、「変化を与える側の変化状態が元に戻っても、変化を与えられた側は元の状態に戻らず、別の変化を示す特性」を指します。つまり、磁場等の変化を0から増加させた時と減少させた時では、異なる経路を描きます。この経路はループ型を描きますので、ヒステリシスループ(ヒステリシス曲線)と呼ばれます。
ヒステリシスを示す物性を周期的に変化させると,ヒステリシス曲線が囲む面積に相当するエネルギーの損失(ヒステリシス損失)が起こります。
ここでは「磁性を持った物質(以後、磁性体と表記)には磁界変化による損失(発熱)がある」とご理解いただければ十分です。
ヒステリシス損失とヒステリシスループ
ヒステリシス損失とは、ヒステリシスループで囲まれた面積を指します。磁性体に磁界を印加したときの特性として「B-H曲線」があります。B-H曲線は、ある磁界Hを掛けたときの磁束密度Bを表したものです。
コイルに交流電流を流した場合、交番磁束(時間と共に大きさと方向が変化を繰り返す磁界)が発生しますが、磁性体の特性によって、磁束密度Bはヒステリシスループを描きます。
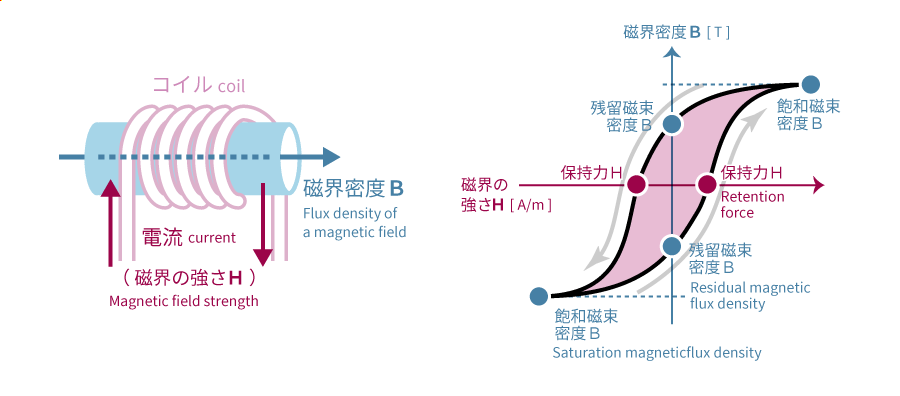
ヒステリシス損失は磁気的な損失であるため、ワークが金属であるか導電性があるかには関係なく、いわゆる「磁石にくっつくかどうか」によって、この作用のあるなしを判定するのが最も単純な方法です。
例えば銅、アルミ、真ちゅう、半田などにはこの作用はなく、鉄、フェライト、ステンレスの一部に作用が現れますが、その大きさはワークの磁気特性に左右されます。具体的には図に示したB-H曲線(ヒステリシスカーブ)の作る面積が広いほど損失が大きくなります。
また、ヒステリシスループの回る回数にも比例するため、周波数に比例して損失が大きくなります。そのため、トランスのコア材質としては発熱を抑えるためにヒステリシスループの面積の狭いほうが有利ですが、誘導加熱では面積の大きい特性を持ったワークの方が発熱しやすく、有利となります。
2つの加熱方式
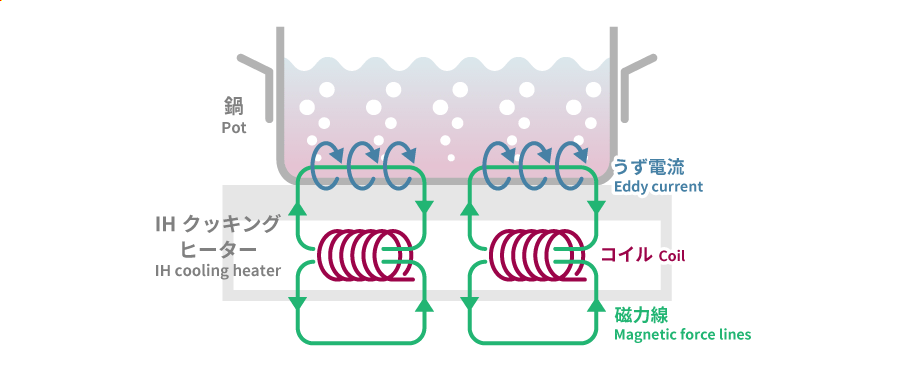
高周波誘導加熱の応用方式には、導電体の加熱自体を目的とした「直接加熱方式」と、導電体を加熱しその輻射熱や熱伝達を利用して樹脂の溶着などを行う「間接加熱方式」があります。例えば、焼嵌め・焼鈍・焼入・ろう付けなどは「直接加熱方式」となり、誘導加熱した熱板にて行う樹脂溶着は「間接加熱方式」となります。加熱したナットを樹脂に挿入するナットインサートは間接加熱方式に近い工法となります。誘導加熱では、ガスや火などで外部より加熱する必要がないためバーナーなどと違い、火災の危険性や作業場の空気を汚すことを少なくすることができます。
直接加熱方式と間接加熱方式の違いをイラストにしました。鍋を温めているのは「直接加熱」で、中の水が温まるのは「間接加熱」です。