POINT
高周波誘導加熱による2つの加熱方式に対応した装置
高周波誘導加熱装置は高周波誘導加熱の原理を応用し、「直接加熱」や「間接加熱」を行うための装置です。焼嵌め、焼鈍し、焼入れ、ろう付けやナットの加熱インサートなどの「直接加熱方式」だけでなく、「関節加熱方式」として誘導加熱した熱板にて行う樹脂の非接触溶着にも利用されます。どちらも高周波誘導加熱装置としての基本構成は同じです。
高周波誘導加熱装置の基本構成
高周波誘導加熱装置の基本構成は以下の通りです。
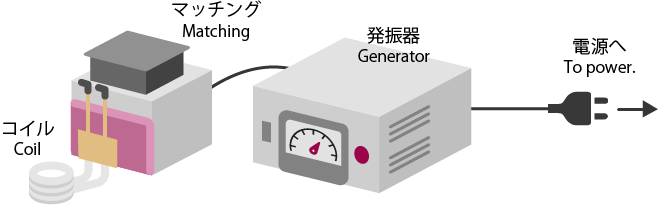
発振器
高周波電力の発生および制御を担います。トランジスタ式や電子管式などがあります。高周波発振器の出力は、被加工物の形状・材質・加工量などにより選定します。
マッチングボックス
加熱コイルと周波数の整合を行う回路です。
加熱コイル
磁束を発生させるためのツールです。周波電流を流すと、コイルの周りに磁束線(高周波磁束)が発生します。コイルの形状や大きさによって、磁束の方向や密度が変わります。
これらに加え、プレス機構等の装置と受冶具にて構成されます。
誘導による加熱のポイント
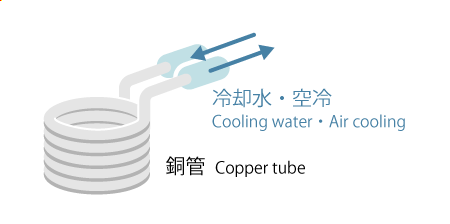
加熱コイル
「加熱コイル」は主に銅パイプを使用して製作します。
加熱コイルには非常に大きな高周波電流が流れて発熱しますので、その発熱を防ぐためパイプ内に冷水を通して冷却します(低出力機では空冷とする場合もあります)。
加熱コイルは、被加熱物のすぐ傍を取り巻くようにし、接合部分に最大の発熱効果が得られるようにするため、加熱コイルと被加熱物との隙間は出来るだけ少なくします。
加熱コイルや被加工物を固定する「治具」には、高周波誘導加熱の影響が発生しない非金属材料が用いられます。材料としてはベークライト・シリコーン・エポキシ等が使用されています。
高周波誘導加熱装置の特長を簡単にまとめます。
- カートリッジヒーターと比較して加熱効率が良く、省エネルギーである。
- 非接触にて加熱可能なため、消耗品が極めて少ない
- 鋼材(熱板)プレートを加熱して大型成形品などの非接触熱板装置にも使用可能
- 溶着やナットインサート、焼き嵌め、被覆剥がしなど用途が多彩
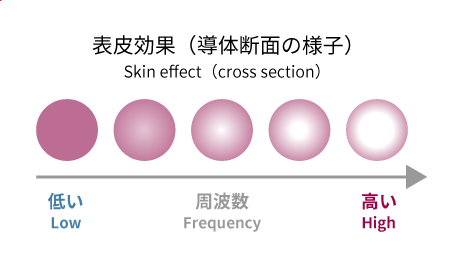
高周波誘導加熱の加熱効率と表皮効果
補足として、高周波誘導加熱の加熱効率と表皮効果について触れておきます。
加熱効率はコイル電流・コイル巻数の二乗に比例し、周波数・有効透磁率・固有抵抗の平方根に比例します。従って周波数が高いほど加熱効率は高くなり物体表面への電流の集中化傾向が著しくなり、逆に高周波の浸透性は低下し、表面加熱だけとなり内部加熱温度は不均一となります。
この様に高周波電流が表面層に集中的に流れ、内部に行くにつれて減少する性質のことを「表皮効果」と呼ばれています。誘導コイルと被発熱体との距離は磁束密度に影響を与えるため、出来るだけ近くにもっていく必要があります。
機種選定のファクタ
高周波誘導加熱は効率的な加熱を可能とする技術ですが、理想の加熱工程を実現するためには、いくつかの検討要素があります。
- 何度まで温度を上げるか
- 被加熱物の熱特性と電気的特性および質量
- コイルデザインとカップリング効果
- 被加熱物を固定する治具への熱伝導による熱損失
高周波誘導加熱の特長
省エネルギーで環境にやさしい加熱
生産性だけでなくはなく環境への配慮も求められる現在。燃焼による加熱はガス型エネルギーの消費やCO2排出量の削減が難しく、電熱による加熱は消費エネルギーに対する加熱効率や待機時間のエネルギー消費が課題となります。「高周波誘導加熱技術」はそれらに比べ、省エネルギーで環境にやさしく、高速・高温かつ高効率な、生産性にも優れた加熱方式です。また、燃焼させないことで作業環境もクリーンに保ちます。
装置を起動してから加熱が開始できるまでの時間が短く、事前昇温などの待機時間がほとんどありません。また、加熱範囲の選択性が高く、必要な個所に必要なエネルギーを局所的に与えることができます。これは環境だけではなく、製品の品質を保つことにも繋がります。さらに、装置自体が加熱に必要な熱を発しているわけではないので、安全性も高く評価されています。