POINT
超音波振動により金属同士の固相接合を行う
「超音波金属接合」とは、重ねた金属同士を超音波振動によって接合する技術です。
同材質の接合の他、銅とアルミなど異種材の接合も可能で、ターミナル端子、丸端子へのCu線接合、線材同士の接合などに利用されています。
超音波金属接合とは
自動車のEV化にともない、電池、モータ、インバータなどの大きな電流が必要な回路関係の接合や、軽量化に伴うアルミ線の接合も増えてきております。超音波金属接合では、ハンダなどを使わずに金属同士を直接接合するため、高温に達する部品にも適しています。溶接などに比べ熱影響範囲が狭いため、熱に弱いLiイオンバッテリー関連の接合に利用することもできます。
金属同士が接合できる理由(わけ)
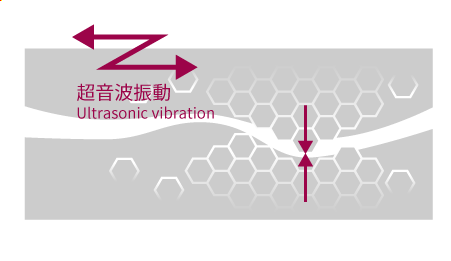
一般に、金属は表面が酸化物、吸着ガスなどの表面層によって覆われているため、接合界面の原子同士の接近が妨げられ、十分な結合力が得られません。しかし、超音波金属接合では、接合界面で発生する摩擦により、これら表面層が機械的に破壊除去されるため、接合が可能になります。
同時に、発生する摩擦熱により塑性流動が促進され、接合界面の金属の原子同士が相互に引力を及ぼす距離まで接近し、接合界面全体の原子が秩序ある配列となるよう接合することとなります。
融解には至らずに接合するため、「固相接合」に分類されます。
超音波金属接合機の基本構成
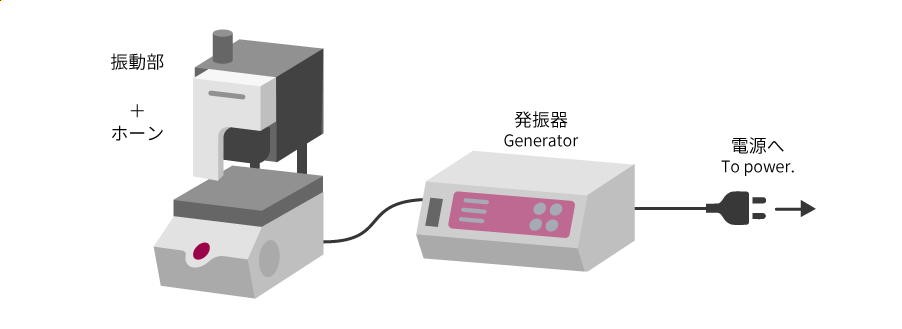
超音波金属接合機は、主に発振器と振動部ユニット、プレス装置と工具ホーン(超音波ホーン)で構成されます。
工具ホーン(超音波ホーン)は、振動部ユニットで発生した振動を増幅し、ワークに伝達することで接合を行います。
また、プレス装置を使用せず発振器と振動部ユニットと工具ホーンの組合せの機器もあります。
発振器
高周波電力の供給と共に、共振周波数の制御などを行っています。共振周波数は使用する工具ホーン(超音波ホーン)ごとに異なり、動作時の温度によっても変化します。また、接合中の加圧によっても変動するため、最適な周波数に調整する「周波数追尾回路」を搭載しています。
当社の超音波金属接合機は「定振幅回路」を搭載しています。定振幅とはホーン先端振幅を一定にする機能となっており、接合時の加圧力などにかかわらず常に設定した振幅になるように作動し、安定した接合ができるように制御しています。超音波振動用の電力供給と制御を行っているため、「発信器」ではなく「発振器」と表記します。
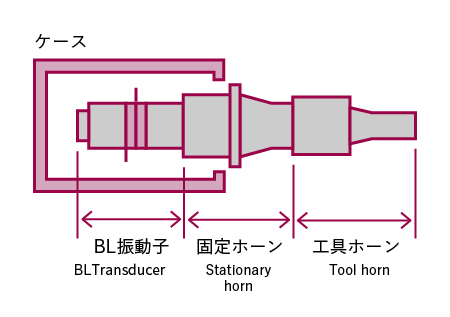
振動部
振動部は、振動子と振幅を増幅する固定ホーンで構成されています。固定ホーンの振幅をさらに増幅し、ワークに伝達するのが工具ホーン(超音波ホーン)です。工具ホーンは用途やワークにより、さまざまな形状で製作されます。
工具ホーンは無暗に追加工をしてしまうと、共振周波数のズレや振動モードの悪化に繋がる可能性が高く、接合不良やホーンの破断リスクに繋がります。そのため当社では、お客様による工具ホーンの追加工はしないようにお願いしております。
超音波金属接合のポイント
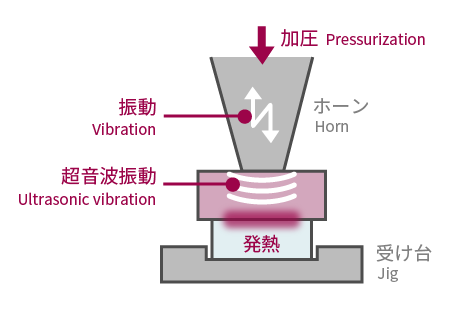
超音波金属接合のポイントとしては、「受け台(アンビル)」の上で重ね合わせた同種、もしくは異種の金属に対して、垂直方向の加圧力を与えながら、接合面に平行な超音波振動を加えることです。超音波振動によって互いに擦れ合うことで、酸化皮膜や付着物が取り除かれ、純粋な金属面が露出することにより、固相状態のまま接合を行うことができます。
超音波金属接合のメリット
- 異種金属の接合が容易
- 融点以下の温度領域で接合
- 非鉄金属の接合に向いている
- 箔等の薄い接合が可能
- 経年変化(抵抗値の増加)に強い
- 環境性能が良く作業が安全
- リサイクル性が良い